
安锻产品

自由锻怎么编制锻造工艺才能经济利益最大化
锻造加工经济性分析的目的在于探索最佳的技术方案,追求最大的经济效果。任何生产过程不但要制定工艺过程,确定工艺参数以及工艺设备,而且还要讨论经济效果问题。

确定锻造加工工艺的原则是以最少的劳动消耗,创造出最多的物质财富。工艺的优化就是在保证产品质tt与数坩的前提下,在材料、设备、能源、劳动力总消耗中求极小值。
对锻造工艺来说,可具体为:锻件尺寸精度高、组织和性能满足要求;原材料消耗少、设备投资小、工具简单、能耗低、劳动强度小、不污染环境。
技术经济的效果是用比较法来进行的。在比较工艺方案时,可能存在两个以上的方案,为了使分析的结论正确町锥,要用穷举法,列举可能的方案或可供选择的方案。为此,要进行锻造工艺分析,探寻多种工艺、方案,为技术经济分析和选择最佳工艺方案准备条件。一般工艺分析的任务可归结为:根据零件功能特征、材质、形状、尺寸精度、品质要求和生产批量,在已有的或可以获得的设备、装置、工具、能源、检验手段、管理水平和人员素质的条件下,提出可供采用的各种工艺方案。
在进行工艺分析时,必须考虑并回答下述问题:
①能否满足零件的功能;
②能否满足图纸技术条件和质童标准;
③锻件结构是否合理,有无多余的敷料;
④加工余撞是否可以减少;
⑤变形力或变形功能否降低;
⑥金属流线是否符合要求;
⑦保证质量的工序有无遗漏;
⑧工序和工步是否已经最少;
⑨材料利用是否充分,有无可能与其他零件联合锻造,一模多件或一坯多件;
⑩有没有考虑冷锻、精锻、轧制、局部模锻、分段模锻、联合模锻、锻焊等先进工艺。

工艺分析的步骤,用图的框图来表示。由图可见,工艺分析以具体零件为对象,综合运用金属压力加工原理、锻造工艺学、金属学与热处理、锻压设备及其自动化等学科知识和工厂生产实践,从分析零件的功能和技术要求人手,探索各种可能的变形方式,设计合理的锻件结构,确定合适的机械加工余S、公差和工艺斂料,绘制锻件图。根据锻件形状尺寸和变形方式,计算变形所S的力,选择主要锻压设备。根据锻件材料和变形方式确定加热温度,选择加热方式及加热设备。根据锻造设备类塑、变形方式和毛坯尺寸选择下料设备。根据锻件质a要求确定工艺路线,选定切边、校正、梢压、热处理、淸理、检验、探伤等设备。根据生产批量确定生产节拍和生产率,进而计算设备数世。根据设备性能特点和生产率,计算各种消耗数据,如材料、动力、下料、辅助材料和模具等消耗。根据所选工序,考虑到生产组织、设备特性、确定生产所需的厂房面积及生产工人、辅助工人、技术和管理人员的人数.然后分析各种工艺的优缺点,如:劳动条件、环境保护及其技术和劳动技能的需求。
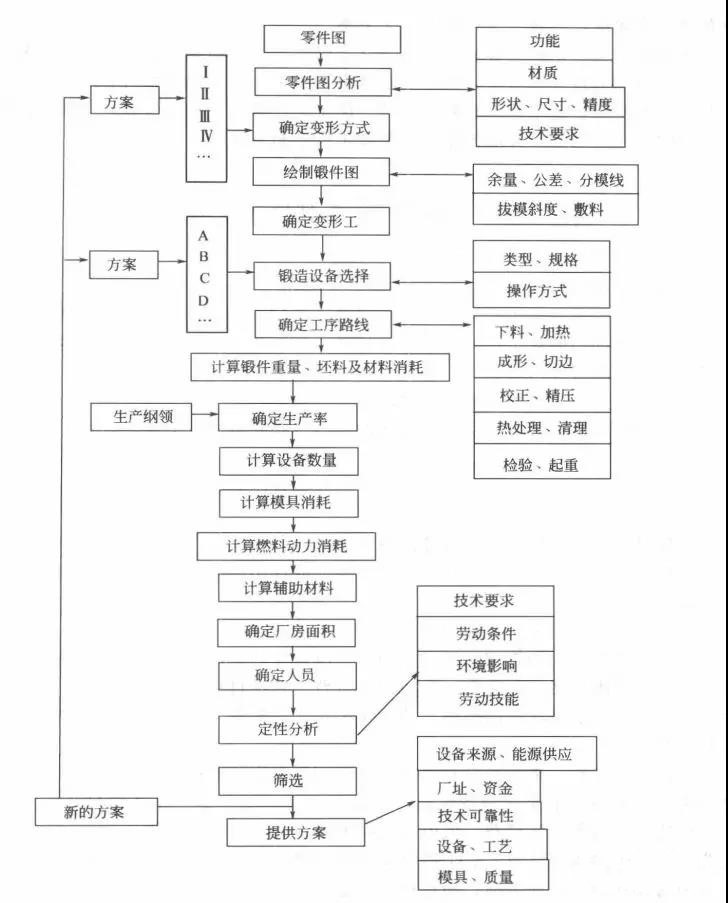
按图所示步骤分析的结果,可得到若干个可供选择的工艺方案,同时各个方案的优缺点在分析过程中会显现出来。在技术性能和技术数据方面为进一步的经济性分析打下必要的基础。
需要指出的是:在得出可供选择的工艺方案前,需经过筛选、淘汰在技术上不可靠的工艺。所谓不可靠的工艺包括下述几个方面:不能完成锻件的成形;尺寸精度达不到图纸要求;金属流线不合理或不能满足零件对金属流线的要求;不能满足零件强度、刚度和硬度等性能要求;不能满足零件使用或后续加工对质量公差和尺寸公差的要求;不能获得所需设备或模具,得不到必需的动力、燃料、原材料、辅料的供应;公害严重或有损害操作人员健康而又无法防治或得不到应有的防止措施等。

经过上述分讲比较过程,对特定锻件的加工方法有了全面的认识。如果分析是以现有知识和经验为基础,提出的若干个工艺方案则会只限于已有的生产方式,在此基础上进一步思考,提出新的设想。针对已有各个方案固有的缺点,在变形方式、减少工序、节省能源、节约材料可能的情况下,改进或改变锻件,构思新的工艺方案。新的构思又要经过上述程序,计算各种技术数据,形成一个完整的工艺方案。
工艺分析是一个系统工程问题。虽然迄今仍然是在经验基础上的类比和推断,是以工艺师个人脑力劳动为特征的方法,所以要求从事这项工作的人要熟悉巳有的生产方式,掌握各种工艺方案的特点、适用范围和限制条件。能正确计算各项技术参数,了解国内外锻造生产现状、动向、发展趋势,并能根据实际条件进行推断和预测。
